









EBS 2 K ERGON - Sopradoras rotativa com velocidade de produção até 5.500 gph







A partir das inúmeras inovações técnicas introduzidas na série de sopradoras EBS ERGON, os designers SMI desenvolveram uma nova série de ultra-compactos, sopradoras rotativas totalmente eletrônica chamada EBS K ERGON (a letra K do nome vem a palavra em Alemão "Kompakt") adequadas para produção até 11.000 garrafas/hora.
Os novos modelos estão disponíveis em versões com 2, 3 e 4 cavidades, e oferecem todas as vantagens da tecnologia rotativa de "velocidade" (até 11.000 garrafas / hora), tradicionalmente ocupada por sopradoras stretchblow lineares.
A série EBS K ERGON de sopradoras rotativas, garantem elevado desempenho em moldagem por sopro de garrafas de PET, rPET and PP principalmente utilizados no setor alimentos e bebidas; graças à alta tecnologia, manutenção e os custos operacionais reduzidos e excelente relação qualidade / preço, a série EBS K ERGON é a solução ideal para a produção de recipientes de plástico de diferentes capacidades, com várias formas, desde as mais simples até as mais sofisticadas .
| EBS 2 K ERGON | EBS 3 K ERGON | EBS 4 K ERGON | |
|---|---|---|---|
| Velocidade Max saída (BPH) | 5500 | 8250 | 11000 |
| Dimensões garrafa | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm |
| Cavidades | 2 | 3 | 4 |
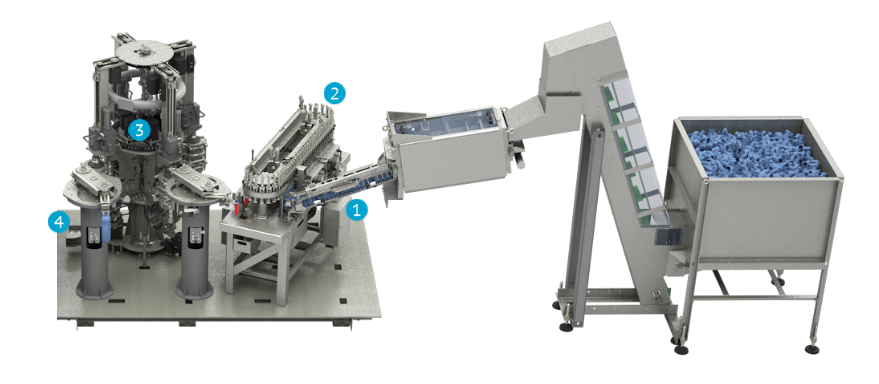
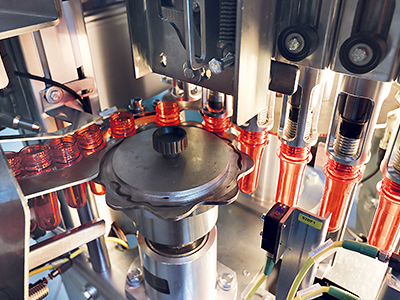
1Preforms feeding
Os pré-moldes são transferidos da transportador para o selecionador através de uma correia de elevação; o selecionador transmite-os para uma guia inclinada, de onde o espaçador acessa a roda de estrela na alimentação do módulo de aquecimento, por queda da gravidade. A roda estrelada alimenta o mandril rotativo, através do qual as pré-formas são "capturadas" e seguem para o módulo de aquecimento.
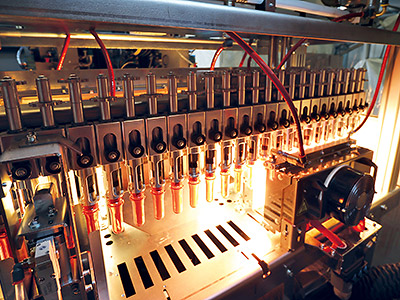
2 Aquecimento das Pré-formas
Antes de entrar no módulo de aquecimento, equipados com lâmpadas de infravermelhos, cada pré-forma é submetida a testes precisos, que detectam a sua dimensão e a posição vertical e automaticamente eliminam as pré-formas não conformes com os parâmetros pré-estabelecidos . As pré-formas, alocadas nos mandris, começam a mover-se ao longo do módulo de aquecimento. Durante o processo de aquecimento, as pré-formas constantemente giram em torno de si própria, de modo a assegurar uma distribuição de calor simétrica excelente. O módulo de aquecimento está equipado com dois sistemas de arrefecimento diferentes: um sistema líquido “fed-cooling”, a fim de arrefecer o anel de proteção dos pré-moldes prevenindo deformação durante o processo de aquecimento; um sistema de arrefecimento de ar alimentado “air-fed”, de modo a manter a temperatura interna do modulo de aquecimento o mais baixa possível para prevenir a exposição das paredes externas da pré-forma para alta temperaturas. Na saída módulo de aquecimento, um sensor detecta a temperatura pré-forma e compará-lo com o ponto de ajuste de temperatura; se os dois valores não correspondem, ela aumenta ou diminui a potência de aquecimento do módulo de lâmpadas.
3 Formas de estiramento e sopro de pré-formas
Um grupo especial de dedos rotativos pegam as pré-formas do forno e as coloca nas estações de estiramento. O processo de estiramento inclui duas fases:
- alongamento e pré-sopro, que ocorrem simultaneamente através da descida da haste de estiramento motorizada e fornecimento de ar comprimido de baixa pressão; sopro final com alto - Pressione o ar comprimido, através do qual os recipientes tomam sua forma final. Um sistema de ar contrapressão garante o perfeito bloqueio dos moldes, enquanto que o bloqueio mecânico dos moldes permite suportar as forças geradas pelo processo de estiramento e sopro com a máxima confiabilidade. Além disso, as estações de estiramento são equipadas com um sistema de arrefecimento alimentado por líquido, o que mantém a temperatura dos moldes constante.

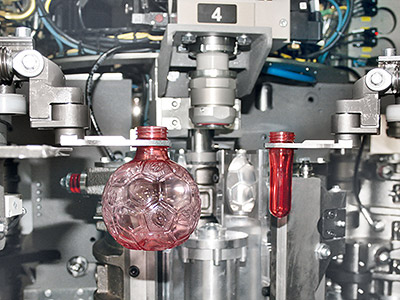
4Saída garrafas
Durante o processo de sopro, precisas verificações do sistema de medição verificam se a pressão dentro de cada molde é constante; Na verdade, uma queda de pressão iria alterar a forma do recipiente que poderia causar a rejeição automática da garrafa. As garrafas acabadas são acumuladas a partir de outro grupo rotativo de pinças que dirigem elas para a máquina de envase através de transporte aéreo específico.
Solução ultracompacta
A seção de aquecimento da pré-forma (túnel) é integrada à seção de moldagem por sopro e estiramento (carrossel) em um único módulo extremamente compacto, que torna o sistema adequado para instalação mesmo em pequenas linhas de engarrafamento.Sistema de moldagem por sopro rotativo
Sistema de estiramento-sopro rotativo de alta eficiência equipado com hastes de estiramento motorizadas, cujo funcionamento, controlado eletronicamente, não necessita de cames pneumáticos. Isso permite um gerenciamento preciso do caminho da haste e um controle preciso de sua posição, além de uma economia significativa de energia.Alta qualidade das garrafas produzidas
O sistema de moldagem por sopro e estiramento utiliza válvulas de baixo volume e de alto desempenho, que permitem reduzir os tempos de pré-sopro e sopro, com vantagens em termos de desempenho da máquina e qualidade das garrafas produzidas.Consumo de energia reduzido
Graças ao módulo de aquecimento de pré-formas, equipado com lâmpadas IR de alta eficiência energética, e ao módulo de moldagem por sopro e estiramento equipado com um sistema de recuperação de ar de duplo estágio, os custos de energia relacionados à produção de ar comprimido de alta pressão são reduzidos.Operações de limpeza e manutenção fáceis e seguras
As sopradoras SMI, caracterizadas por uma estrutura compacta e ergonômica, estão equipadas com portas de segurança ligeiramente arredondadas; isso permite ter mais espaço dentro da máquina para realizar as operações de limpeza e manutenção com facilidade e segurança.Automação e controle otimizados
A planta é controlada pela tecnologia de automação e controle Motornet System® que garante a manutenção constante dos parâmetros ideais durante todo o ciclo de produção e a alteração direta das configurações da máquina, simplificando as operações de mudança de formato.Os valores indicados não são agrupados, como eles têm de ser confirmados pela SMI de acordo com as condições de produção do usuário.
