









EBS 14 E ERGON - Sopradoras Rotativas com velocidade de produção até 38.500 gph







Depois de aplicá-lo a máquinas de embalagem secundária, a SMI estendeu o conceito de design ERGON para suas moldadoras de sopro e lançou uma nova série de máquinas chamada EBS E (Electronic Blowing System) ERGON, onde a eletrônica avançada teve a maior parte no redesenho completo todo o equipamento. O projeto EBS E ERGON têm processos totalmente eletrônicos que permitem se livrar de todos os movimentos mecânicos e cames relacionados e, finalmente, tornar o soprador uma máquina sem cames.
A nova família de produtos é composta por 4 modelos, de 12 a 20 cavidades, adequados para a produção de garrafas com uma potência máxima de 2.750 gph / cavidade.
A série EBS E ERGON de sopradoras rotativas garantem altas performances na moldagem por estiramento-sopro de garrafas PET, rPET e PP, utilizadas principalmente no setor de “alimentos e bebidas”. Graças a componentes de alta tecnologia, custos de manutenção e operacionais minimizados e excelente relação custo/benefício, a série EBS E ERGON é a solução ideal para a produção de embalagens plásticas de diferentes capacidades, apresentando vários formatos, dos mais simples aos mais sofisticados .
| EBS 12 E ERGON | EBS 14 E ERGON | EBS 16 E ERGON | EBS 20 E ERGON | |
|---|---|---|---|---|
| Velocidade Max saída (BPH) | 33000 | 38500 | 44000 | 55000 |
| Dimensões garrafa | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 75 mm |
| Cavidades | 12 | 14 | 16 | 20 |
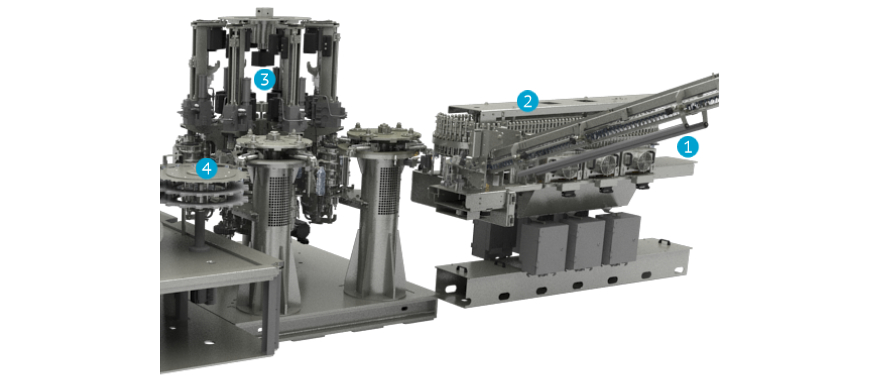
1Preforms feeding
Os pré-moldes são transferidos da tremonha para o selecionador através de uma correia de elevação; o selecionador transmite-os para uma guia inclinada, de onde o espaçador acessa a roda de estrela na alimentação do módulo de aquecimento, por queda da gravidade. A roda estrelada alimenta o mandril rotativo, através do qual as pré-formas são "capturadas" e seguem para o módulo de aquecimento.

2 Aquecimento das Pré-formas
Antes de entrar no módulo de aquecimento, equipados com lâmpadas de infravermelhos, cada pré-forma é submetida a testes precisos, que detectam a sua dimensão e a posição vertical e automaticamente eliminam as pré-formas não conformes com os parâmetros pré-estabelecidos . As pré-formas, alocadas nos mandris, começam a mover-se ao longo do módulo de aquecimento. Durante o processo de aquecimento, as pré-formas constantemente giram em torno de si própria, de modo a assegurar uma distribuição de calor simétrica excelente. O módulo de aquecimento está equipado com dois sistemas de arrefecimento diferentes: um sistema líquido “fed-cooling”, a fim de arrefecer o anel de proteção dos pré-moldes prevenindo deformação durante o processo de aquecimento; um sistema de arrefecimento de ar alimentado “air-fed”, de modo a manter a temperatura interna do modulo de aquecimento o mais baixa possível para prevenir a exposição das paredes externas da pré-forma para alta temperaturas. Na saída módulo de aquecimento, um sensor detecta a temperatura pré-forma e compará-lo com o ponto de ajuste de temperatura; se os dois valores não correspondem, ela aumenta ou diminui a potência de aquecimento do módulo de lâmpadas.
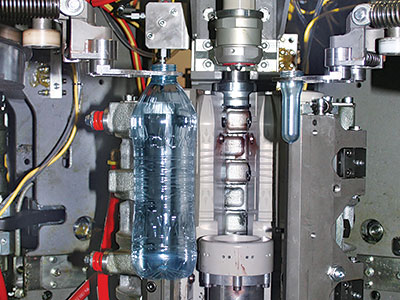
3 Estiramento por sopro de pré-formas
Um grupo rotativo especial de pinças pega as pré-formas do forno e prepara-as para o sopro. O processo de estiramento-sopro inclui duas fases:
- alongamento e pré-sopro, que ocorrem simultaneamente através da descida da haste de estiramento motorizado e o fornecimento de baixa pressão de ar comprimido;
- Sopro com alta pressão ar comprimido, através do qual os recipientes tomam forma. Um sistema de ar de contra-pressão garante o fecho perfeito dos moldes, considerando que o bloqueio mecânico do molde de permite suportarem as forças geradas pelo processo de moldagem de estiramento por sopro com a máxima confiabilidade. Também as estações de sopro estão equipadas com um sistema de refrigeração alimentados com líquido, que mantém os moldes com temperatura constante.

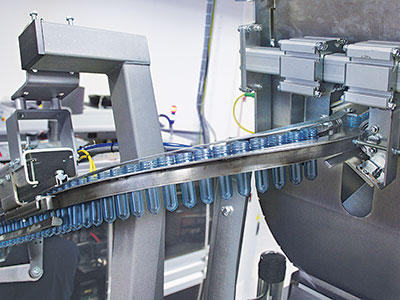
4Saída garrafas
Durante o processo de sopro, precisas verificações do sistema de medição verificam se a pressão dentro de cada molde é constante; Na verdade, uma queda de pressão iria alterar a forma do recipiente que poderia causar a rejeição automática da garrafa. As garrafas acabadas são acumuladas a partir de outro grupo rotativo de pinças que dirigem elas para a máquina de envase através de transporte aéreo específico.
Sistema de moldagem por sopro rotativo
Sistema de estiramento-sopro rotativo de alta eficiência equipado com hastes de estiramento motorizadas, cujo funcionamento, controlado eletronicamente, não necessita de cames pneumáticos. Isso permite um gerenciamento preciso do caminho da haste e um controle preciso de sua posição, além de uma economia significativa de energia.Módulo compacto de aquecimento de pré-forma
O comprimento do túnel de aquecimento foi reduzido em 50% em relação à solução anterior, reduzindo pela metade o número de pré-formas que em um determinado momento se movem em frente aos painéis de aquecimento. Isso se traduz em uma esteira de descarga mais curta, que garante um rápido esvaziamento da máquina em caso de paradas de emergência.Redução dos tempos de sopro
As novas válvulas proporcionam uma reação mais rápida e uma economia de 15% no tempo útil de sopro; esta economia de tempo pode ser aproveitada para atingir velocidades mais altas, deixar a garrafa resfriar.Fácil troca de formato
A nova haste de estiramento totalmente motorizada permite controlar facilmente a troca de formato, com maior controle no ciclo de estiramento-sopro e no processo de estiramento (velocidade de até 2,4 m/s).Operações de limpeza e manutenção fáceis e seguras
As sopradoras SMI, caracterizadas por uma estrutura compacta e ergonômica, estão equipadas com portas de segurança ligeiramente arredondadas; isso permite ter mais espaço dentro da máquina para realizar as operações de limpeza e manutenção com facilidade e segurança.Prazos de entrega rápidos
A gama EBS E é composta por apenas 2 módulos de máquinas, um de 12 a 14 moldes e outro de 16 a 20 moldes, garantindo prazos de entrega mais rápidos.Os valores indicados não são agrupados, como eles têm de ser confirmados pela SMI de acordo com as condições de produção do usuário.
